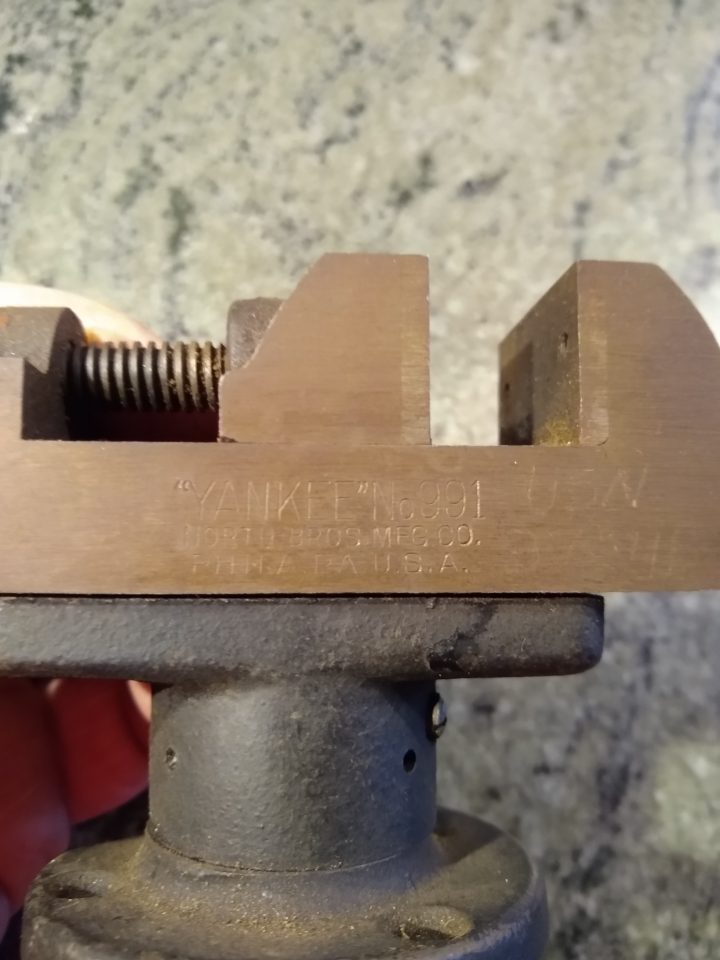
Picked this cute little Vise with rotating base up at a local auction recently.
North Bros. Mfr. Phili. Pa USA
I know nothing about North Bros/Yankee Tools but did find this catalog image with the same vise on the cover circa 1930s. Looks like an additional jaw was available – one more thing to obsess about.
Ordered replacement belts based on existing belts. Easy enough when you can still read the old belts…B83 x 3.
What I did not factor on is how poorly installed the existing ones were. Slack was completely taken out of adjustment and spacers under the motor mounts. Removed all that nonsense and reordered some B86s so I can have room to adjust.
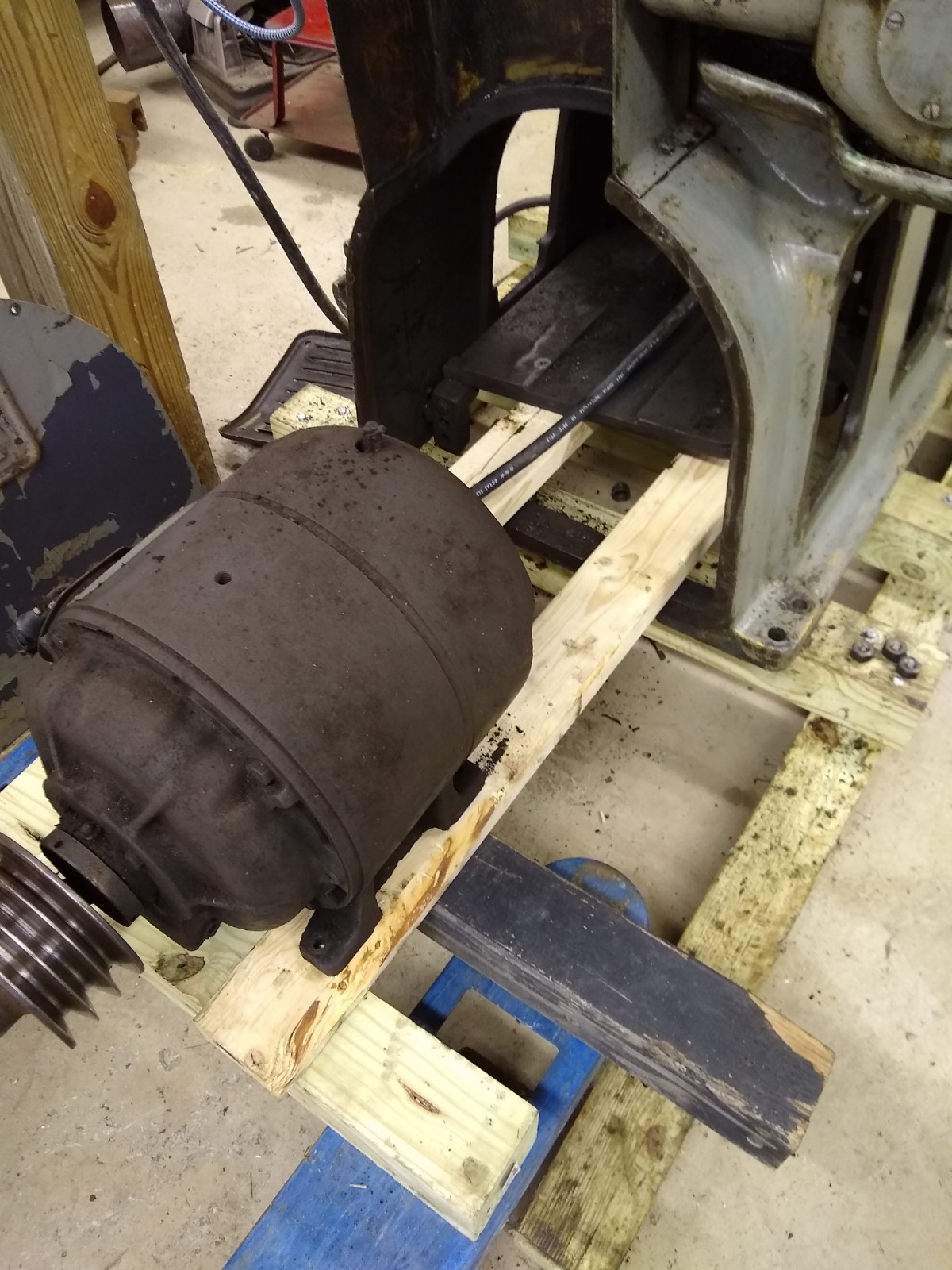
Motor appears not original of course but reinstalled after cleanup of all the motor mounting apparatus.
Old Cracked Belts
Plate Bracket As Found
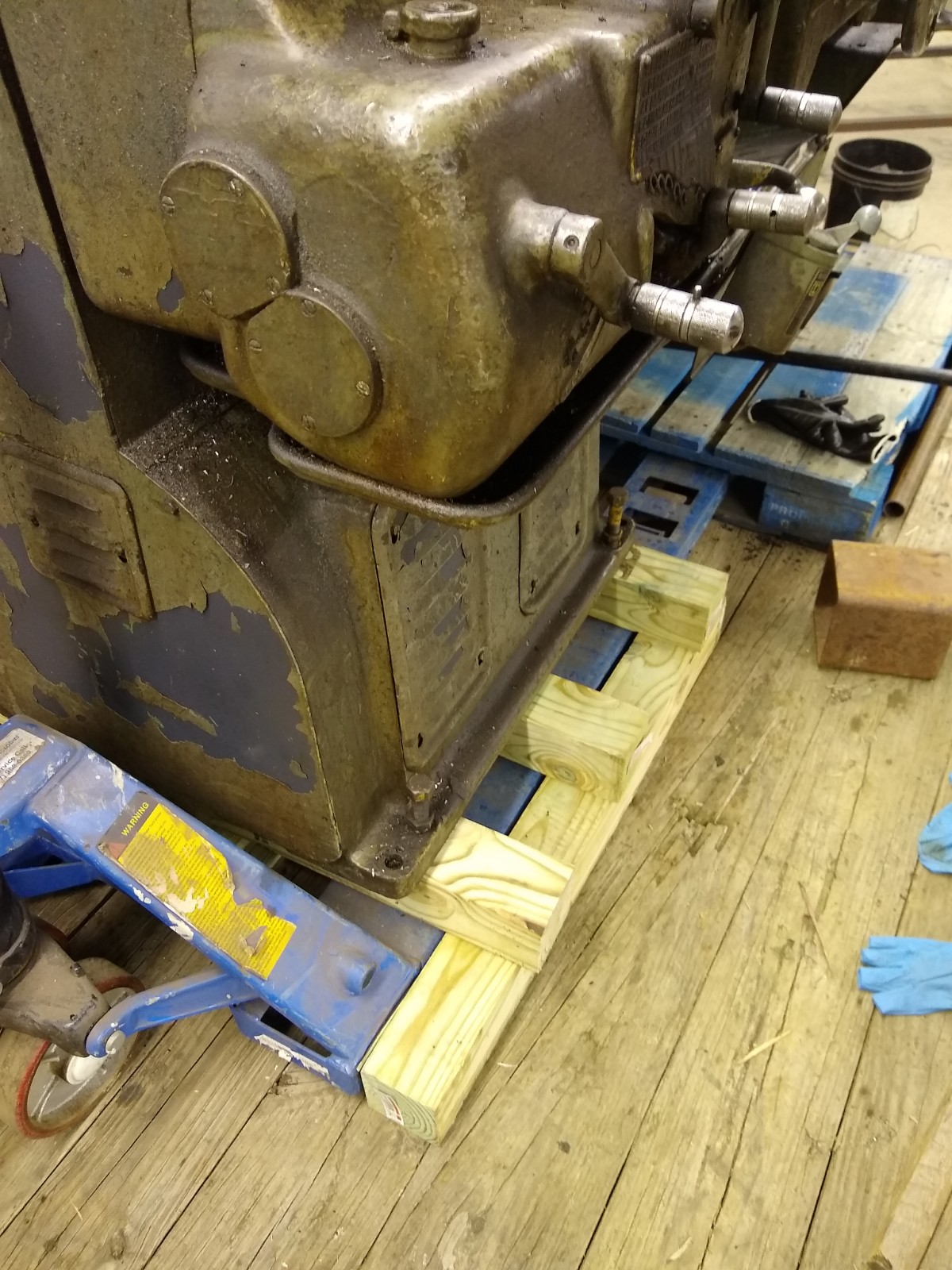
Motor Removed via Pallet Jack
Motor Out
Adjustment
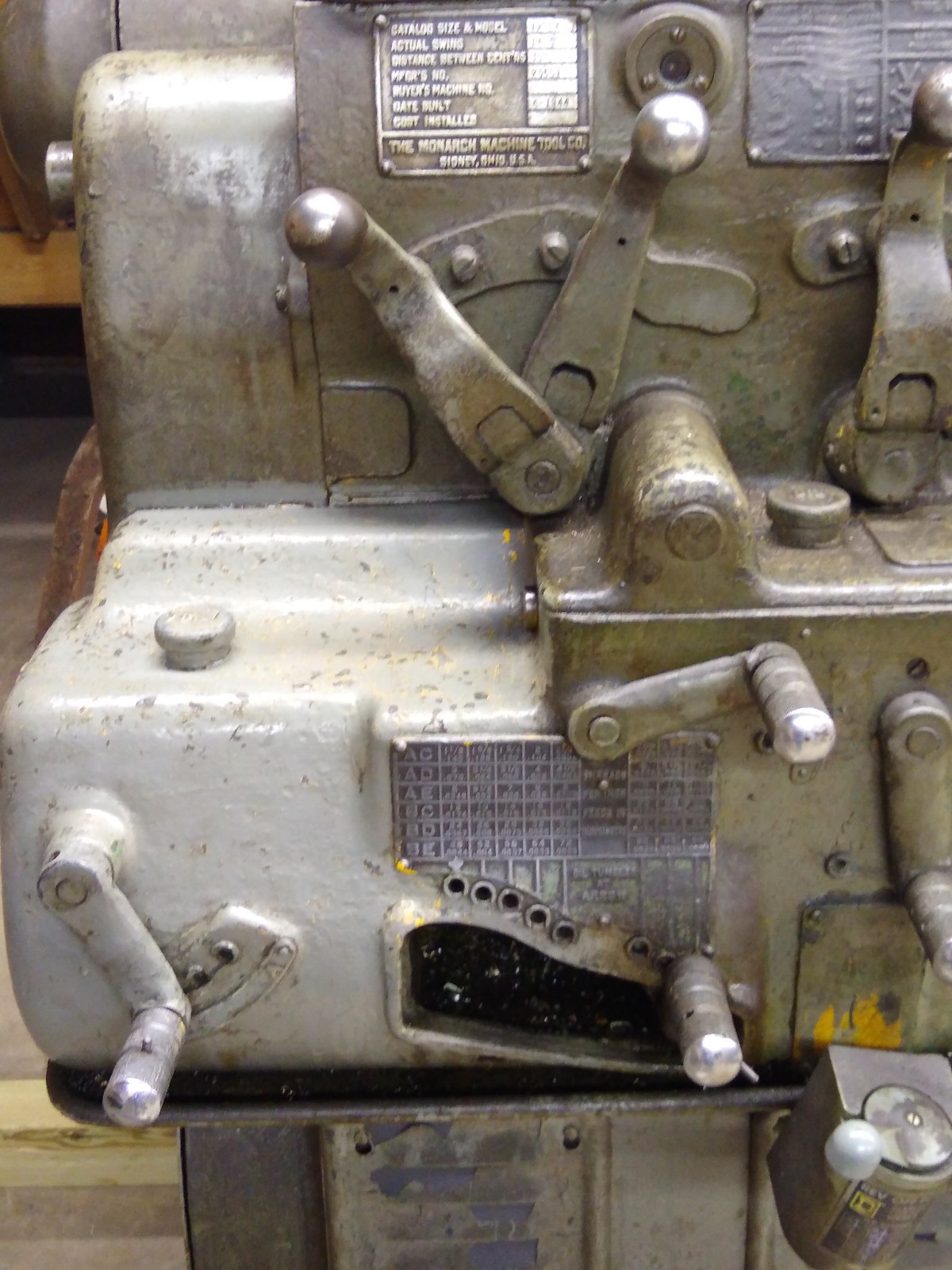
Motor Name Plate
Floating Base Plate Brackets Cleaned Up
Motor Cleaned Up
Plate Bracket Reinstalled
Restricted Air Flow
More pics coming of reinstalled motor and belts once the belts get here.
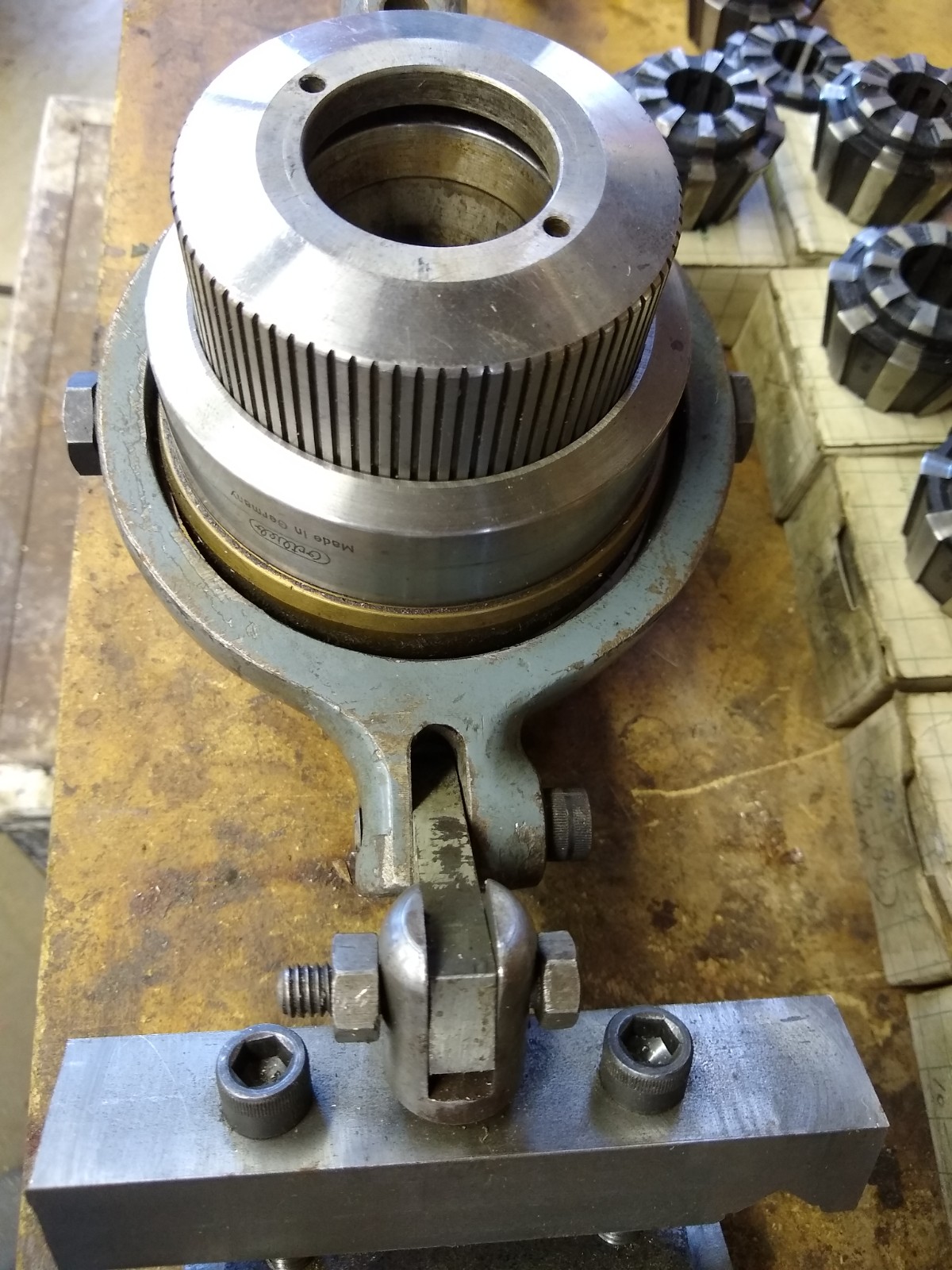
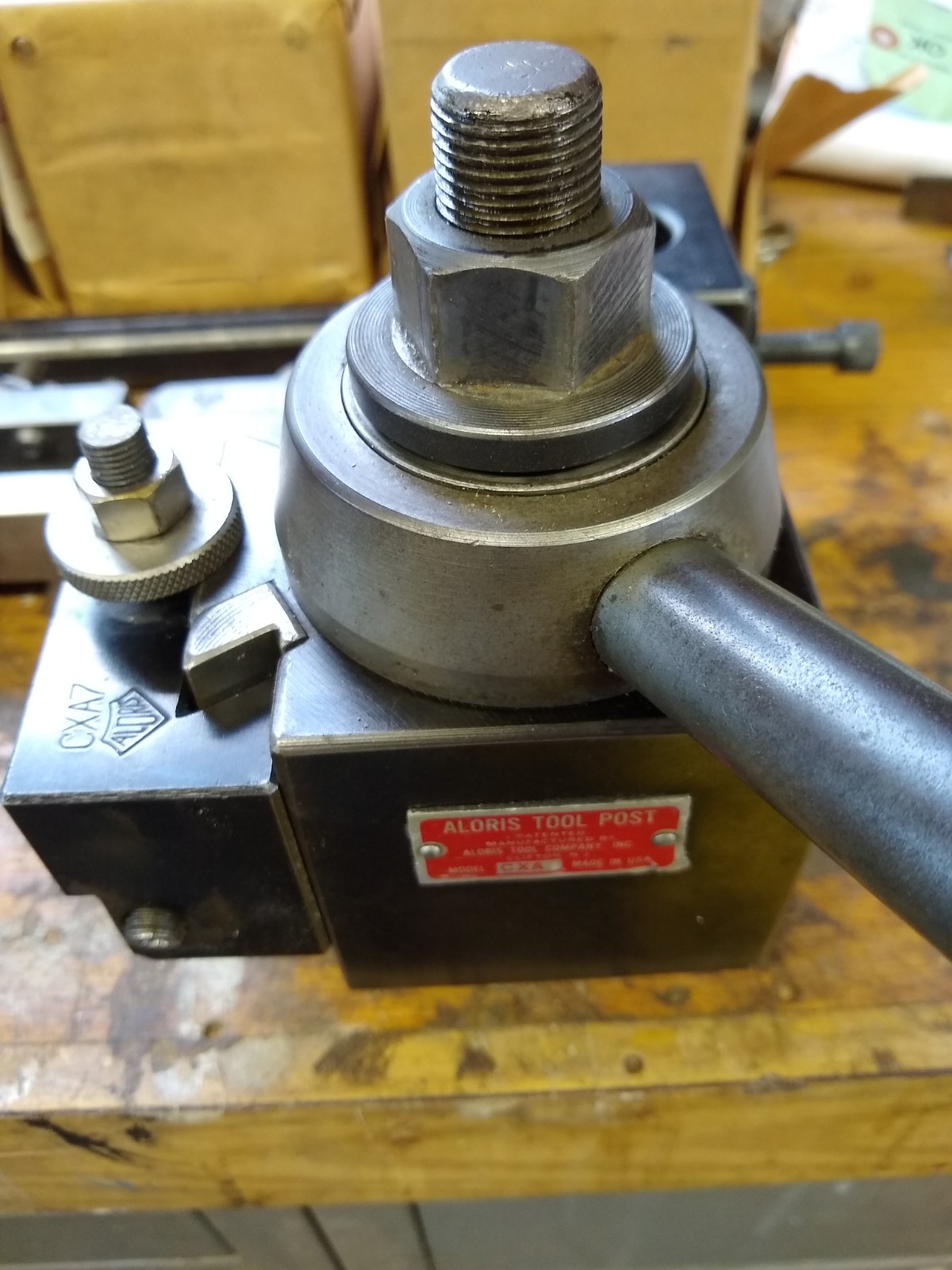
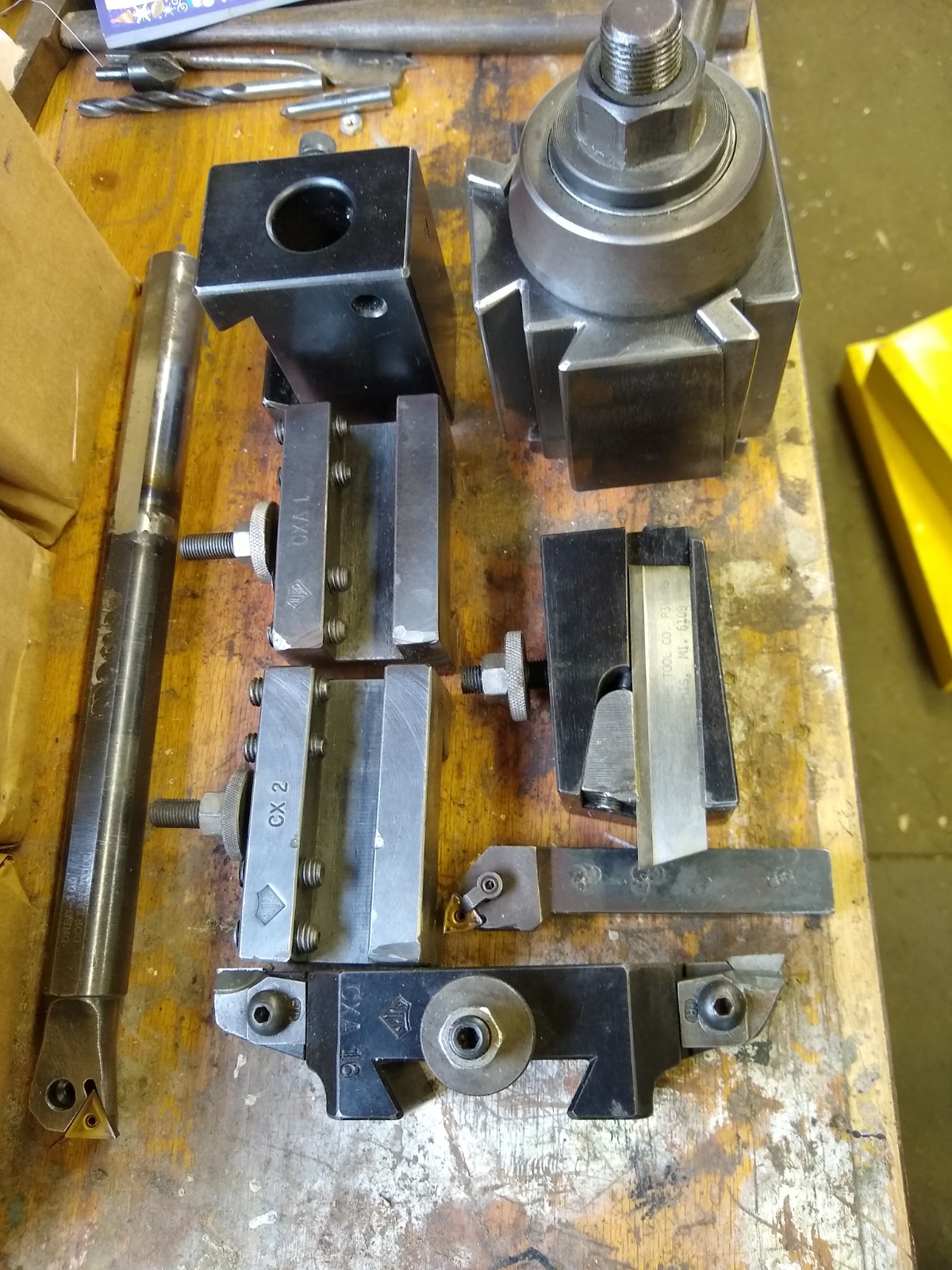
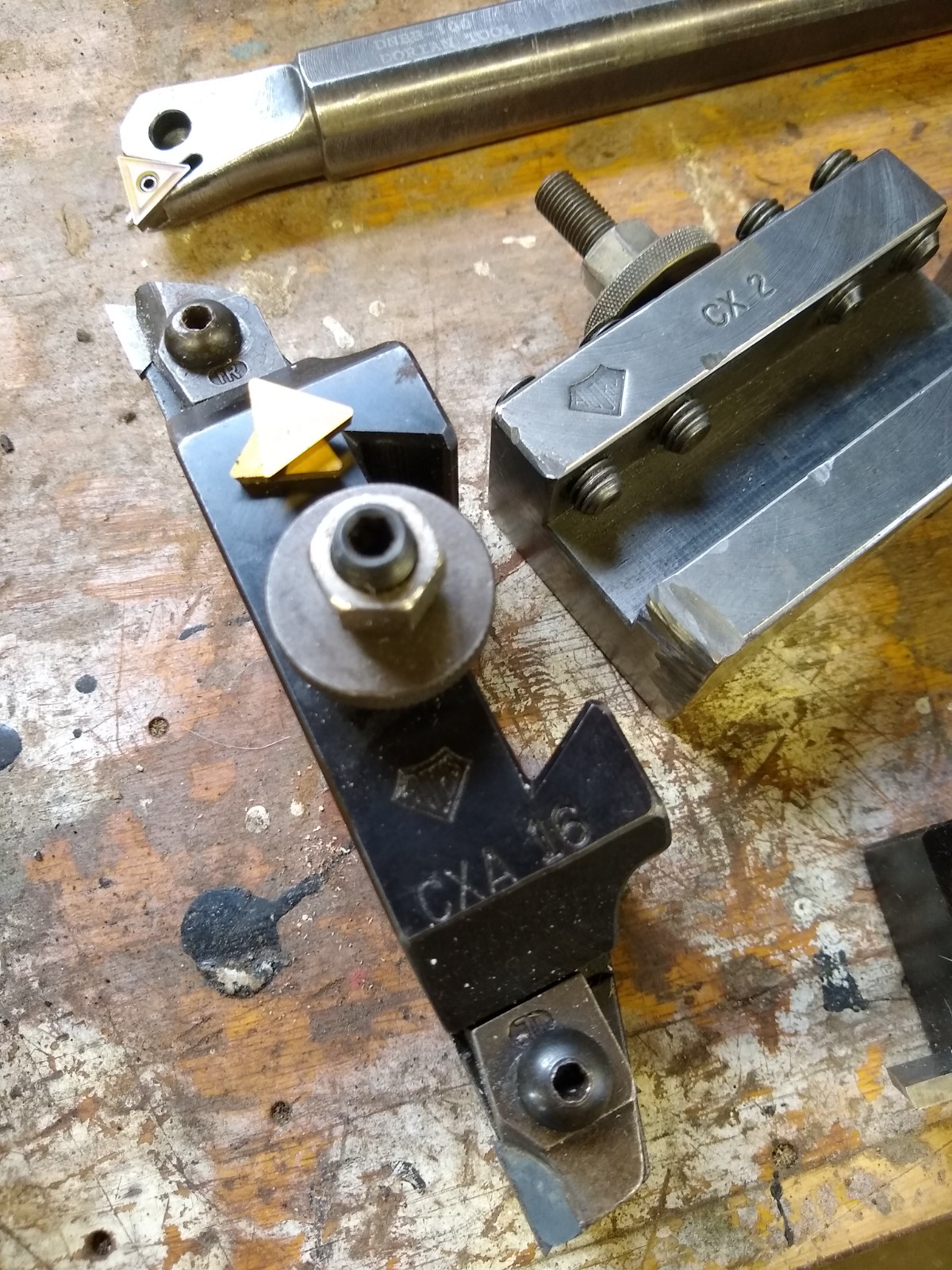
Thanks to the folks at Lost Creek Machine I was able to afford an Aloris CXA Toolpost with various holders. Also snagged Jacobs 16n drill chuck with MT3 shank!
T-Nut is a little oversized for my compound! This will allow me to make for a nice fit.
Jacobs 16n
Aloris CXA
Aloris CXA
Aloris Cutoff Holder
Aerial View
Aloris #16
Closer to making chips. New belts and VFD have arrived too. Need to continue cleaning and change oil in headstock but won’t be long now.
In preparation of getting a new fangled VFD to power the Monarch I removed the no longer safe/necessary three phase circuit breaker and previously gutted mag switch. I will probably reuse the drum switch to control the VFD. More on VFD install soon.
Looks worse than it is. All motor leads are in good shape.
Major cleaning of motor vents in progress.
Breaker, empty mag starter box and drum switch removed.
Took a break from cleaning today and spent some time contemplating leveling feet. There are 8 Leveling feet and 8 “lagging” holes on the Monarch CK from what I can gather from the manuals and as witnessed on my machine. Basically 8 Holes are threaded for the leveling screws and the other 8 are unthreaded for lagging to the floor as suggested in the manual.
Leveling screws as shown in 1956 Monarch Lathes Handling & Installation manual
After closer inspection of my lathe two of the leveling holes have broken off bolts in them. Both of which have no good purchase – one not at all and the other just a useless fragment of remaining bolt.
Fragment on tailstock front end
Another bad pick but you get the point
Broken bolt flush (i know hard to see) on the head stock end
I have done my fair share of removing rusty screws from engine blocks using various methods but have never removed anything this substantial and or anything this seemingly “STUCK” before. These bolts are easily 5/8″ and the fact that they sheared off tells me they are really really stuck.
Option 1: Go the nuclear route and weld a nut onto them and see if I cant get them out. Penetrating oil does seem to absorb into these so maybe that is a good sign they might come free. I would really like to use these original leveling holes if I can. Option 2: Go less nuclear and drill/ez-out method with much heat. As mentioned the fact that they sheared off in the first place leads me to believe this wont end well. Option 3: Forget about them and just use the other holes with adjustable leveling feet. I like this less as I feel they put the leveling feet in the original spots for a reason and that they are the best place for them (maybe overthinking this).
Update 1: went with Option 2 to start sans the heat (did not have time to remove skid cross member). Well well, started drilling the one that was flush and if the damn thing didn’t start moving! I will take that win. Second one, well not so much fun yet. Drilled out 3/8″ hole and used 1/2″ ez out with not a budge. Heat comes tomorrow.
Ground off stump
Started pilot
3 to 4 more drill sizes up to 3/8″
1/2 EZ-OUT
One last soak in Penetrating Oil over night and again at lunch time – soak overnight did nothing, don’t expect latest soak to help much either. Torch time tonight.
Torch work did not cut it….could not get bolt hot enough. Went down the continue drilling route and re-tapped it. It worked better than expected and in short time have the hole finished an tapped.
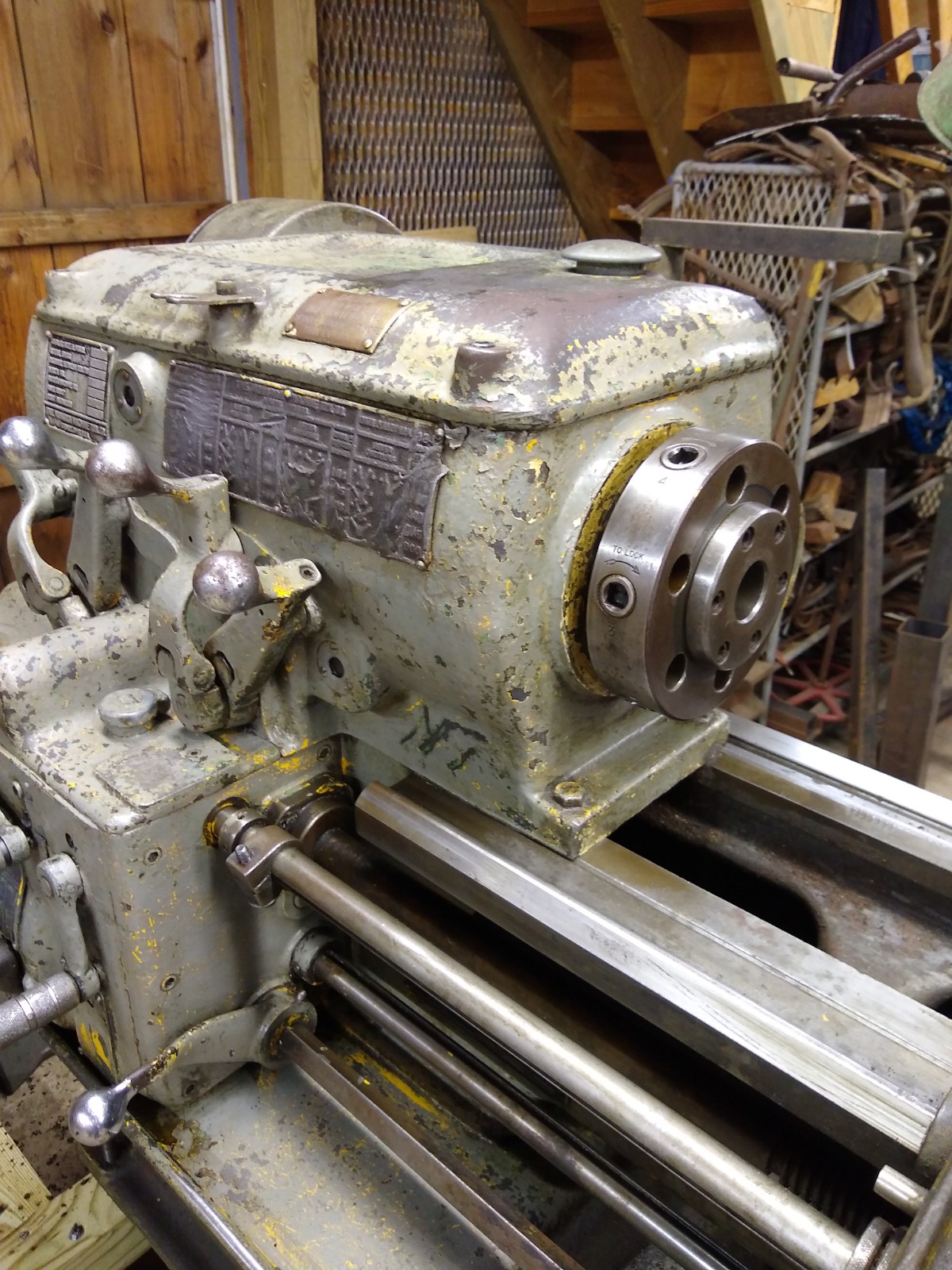
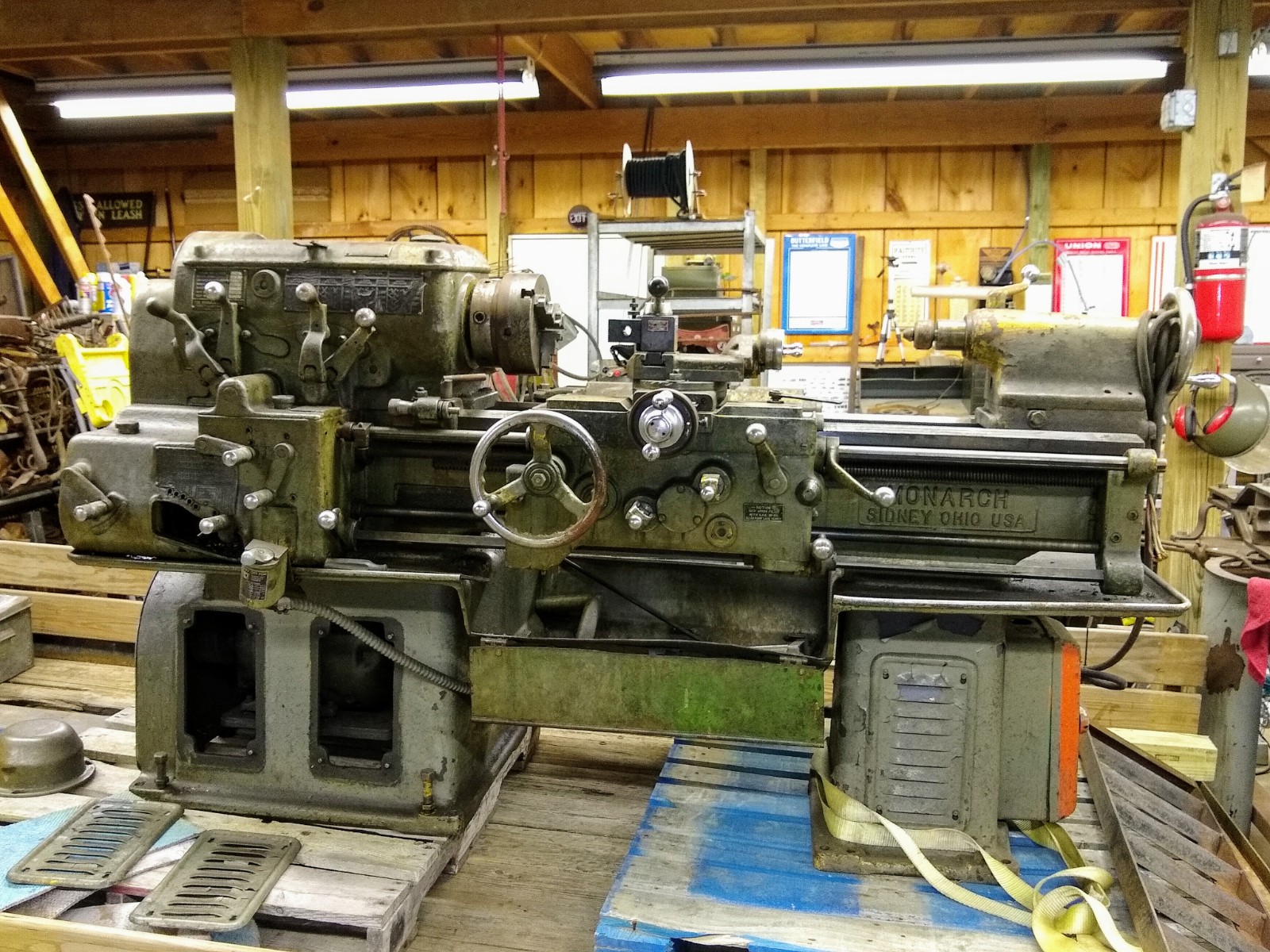
Doing a bit of a cleanup on the CK. I am trying to avoid a teardown and rebuild but will know more as I get into the cleanup. For now, so far, all looks good and not planning on any major teardown.
Thought she was Green!
Before on the top and righ
Close up clean on left
Headstock/Levers Done
Chuck Off – Headstock Clean
Let’s look behind door # 1!
Chips impacted under headstock – they just keep coming out!
Changing/Cleaning Belt Area Up Next
End Gear Train Up Next Too
Clutch working good, not going to mess with at this point
Turns out I need to pull off the clutch and sheave to get the belt guard off for better cleanup – I am going to pass on the procedure for now and work around it. End gear train most troublesome to clean/get at but will be tackled soon.
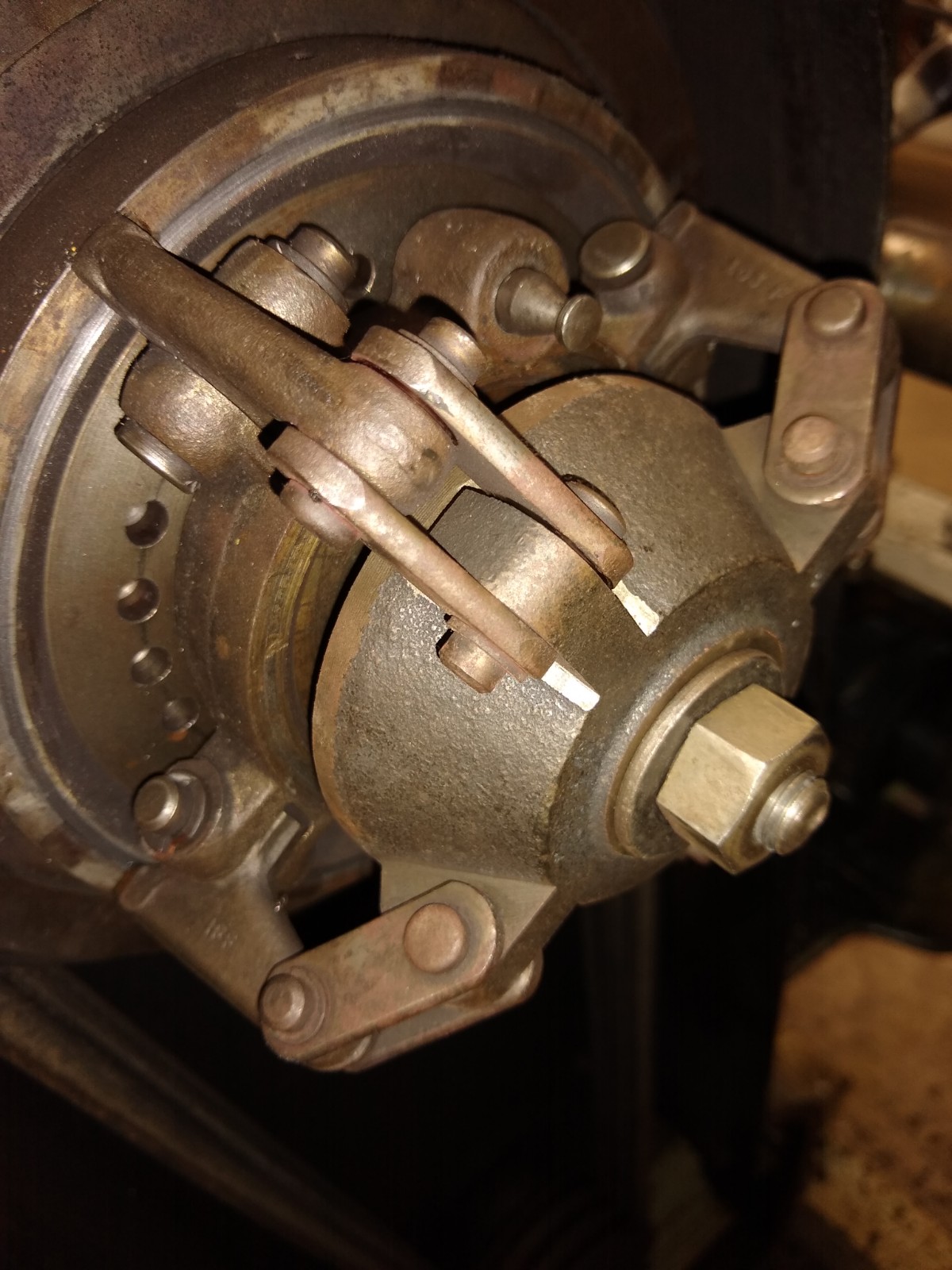
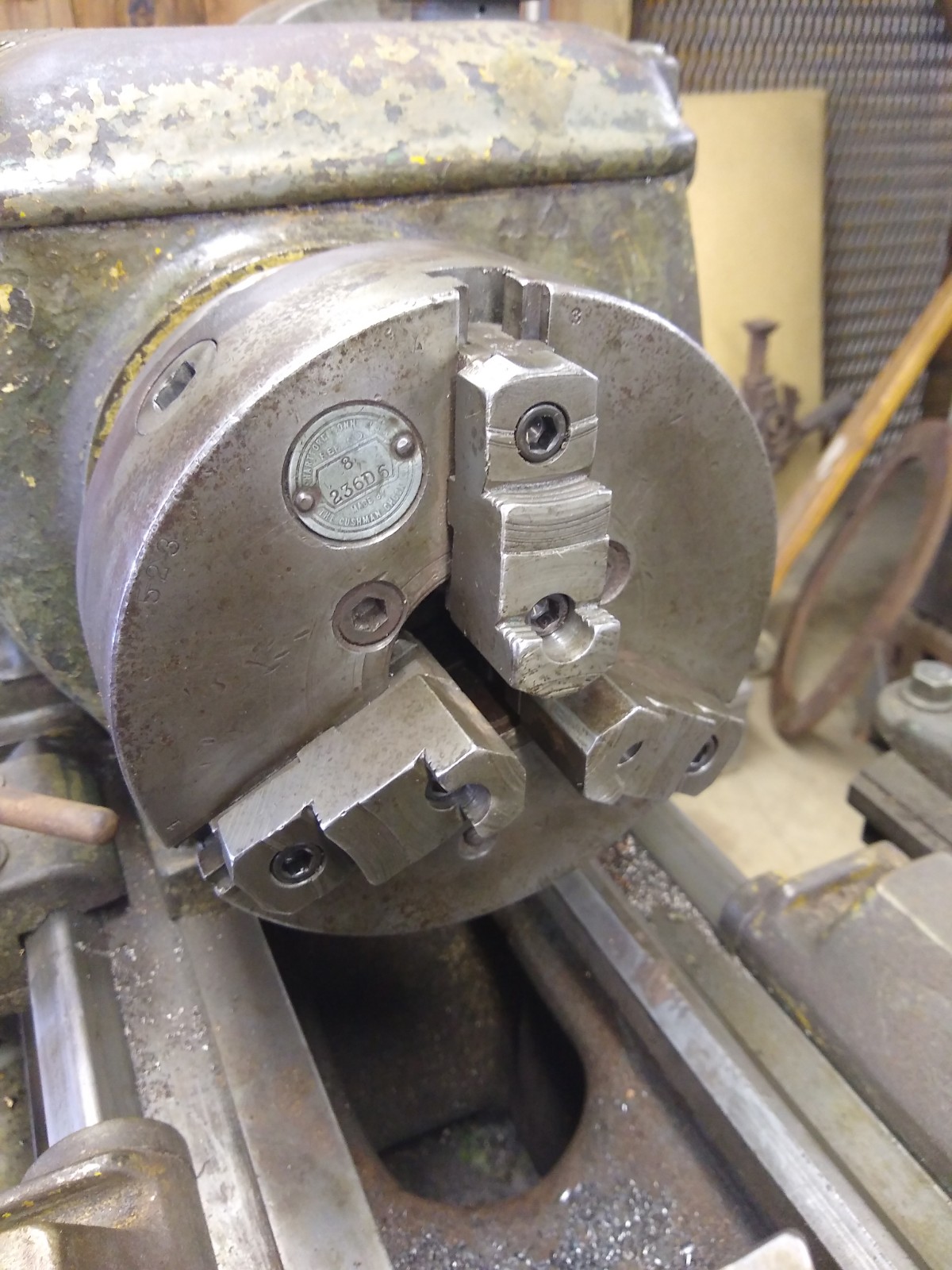
The CK has a D1-6 spindle configuration. Came with, at first glance, a decent Cushman 3 Jaw Chuck. Still need to take a closer look at the chuck and maybe teardown and rebuild.
Naked
Chuck off resting in cradle
Cushman 3 Jaw
Needed a cheater bar, small 1″ black pipe, to slide over chuck key handles more for grip than for leverage. The cam locks were stiff but not stuck. Chuck came off with little fuss.
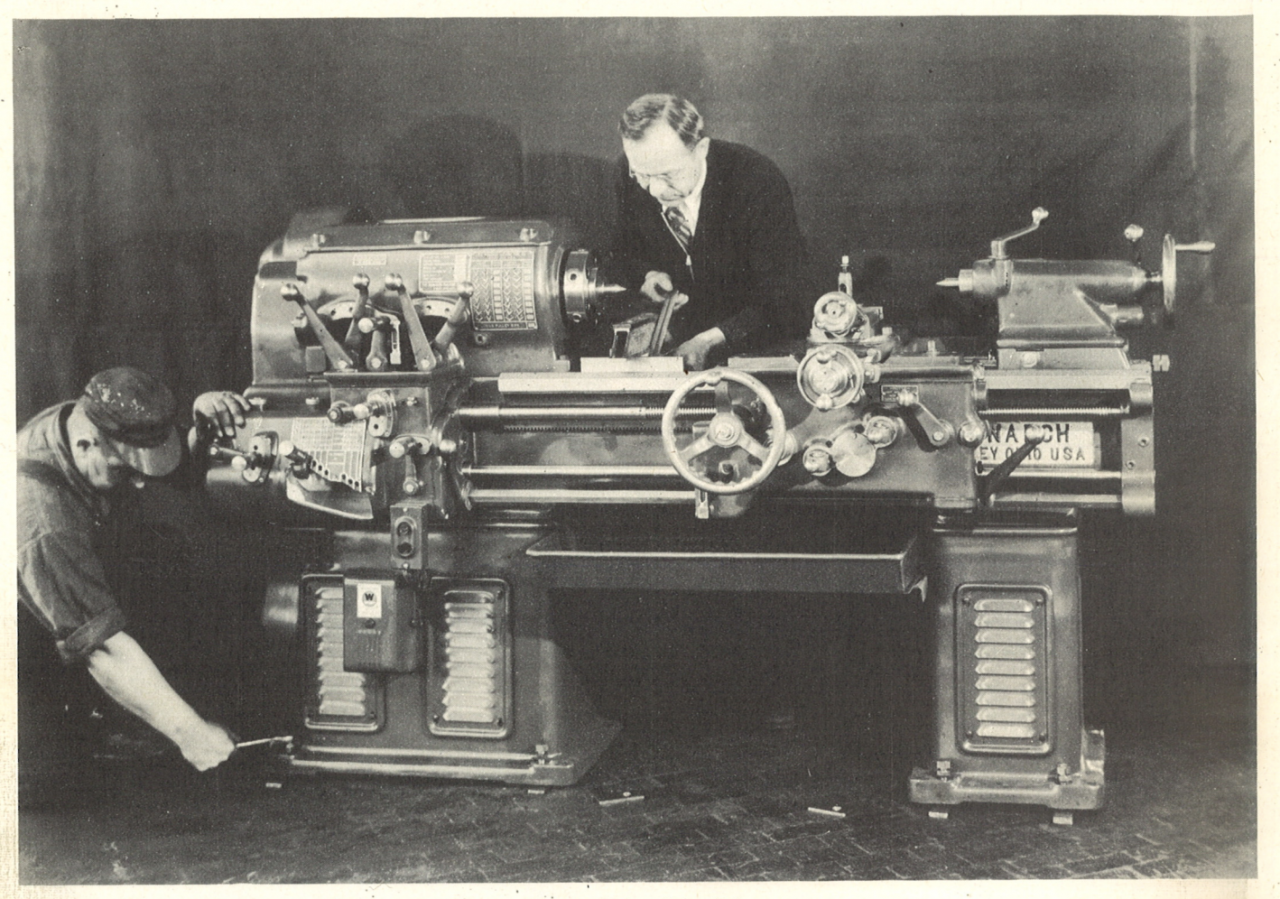
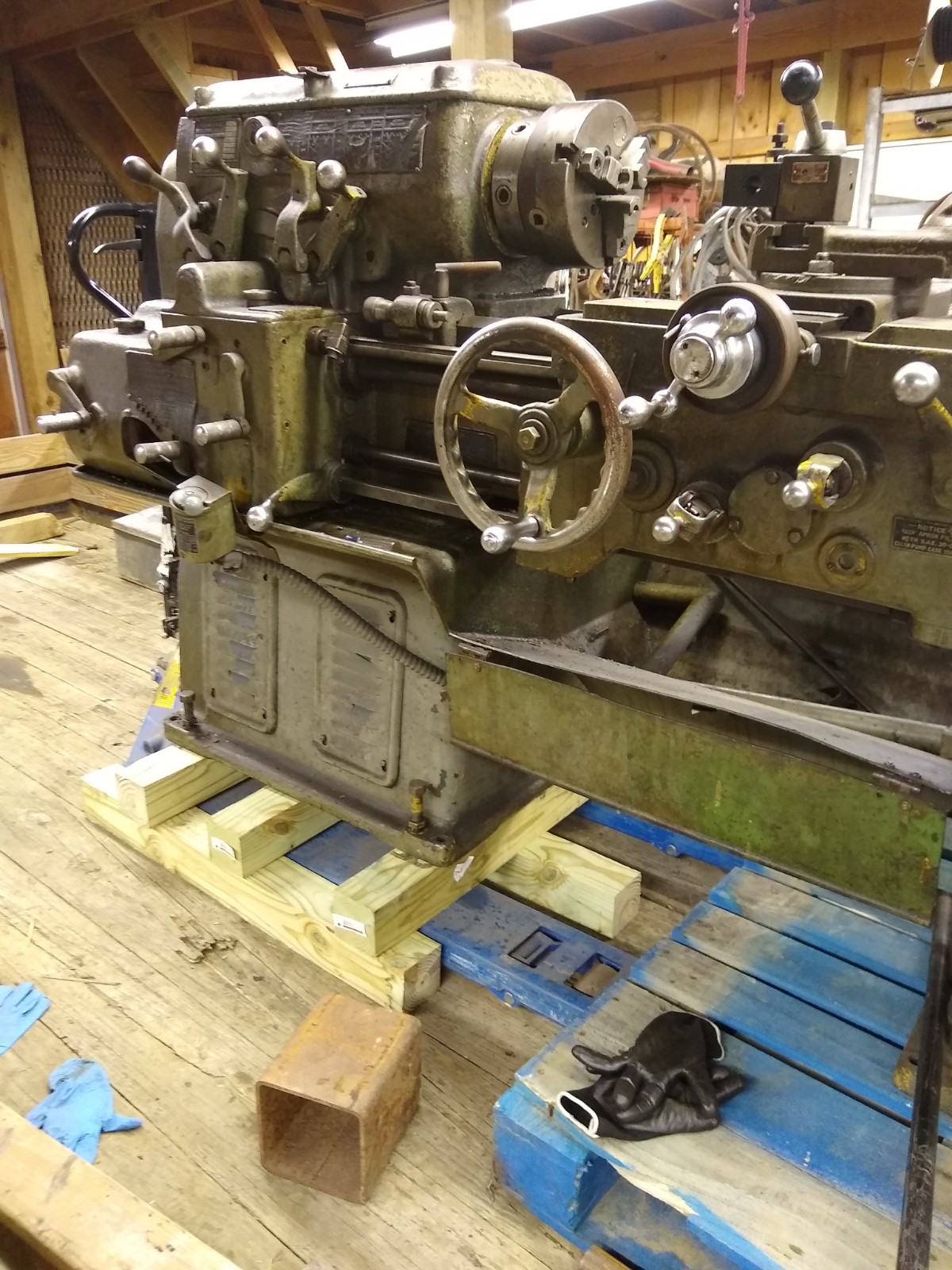
A week has past since we confirmed the purchase of the lathe. Have not slept much since. Dreaming of all the ways this could go wrong. Actually went pretty smooth. Forklift on sellers end made quick work of getting it on my buddies trailer. Said “buddy” is partially to blame for making this happen;). Extremely grateful to Brian for generous resource and time!
Forklift at seller’s end
On trailer in shop
Sitting on pallets on the car carrier trailer. I have pallet jack so my initial thought were to muscle it off with that and some other implements but then the reality of 3600lbs came into play.
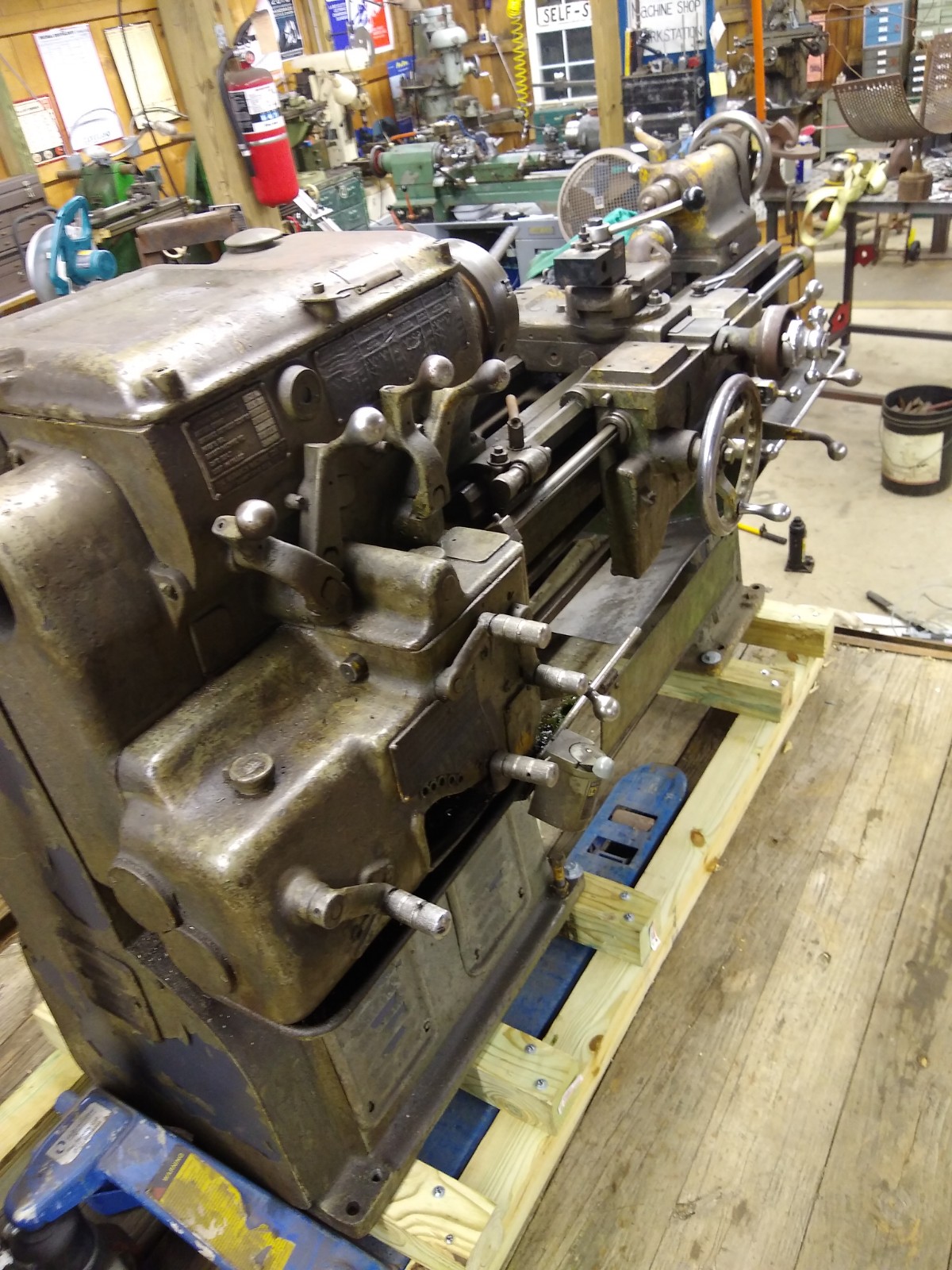
During the week I set plan B into action. Built a skid under the lathe as I removed the pallets. Lots of blocks, 4x4s, prybars and a Johnson bar and I managed to get the skid installed for what proved to be a uneventful slide off the trailer.
Headstock End Pallet Removed
Temp Half Skid
Temp Half Skid Another View
Tailstock End Pallet Removed
Full Skid in Place – End of Trailer
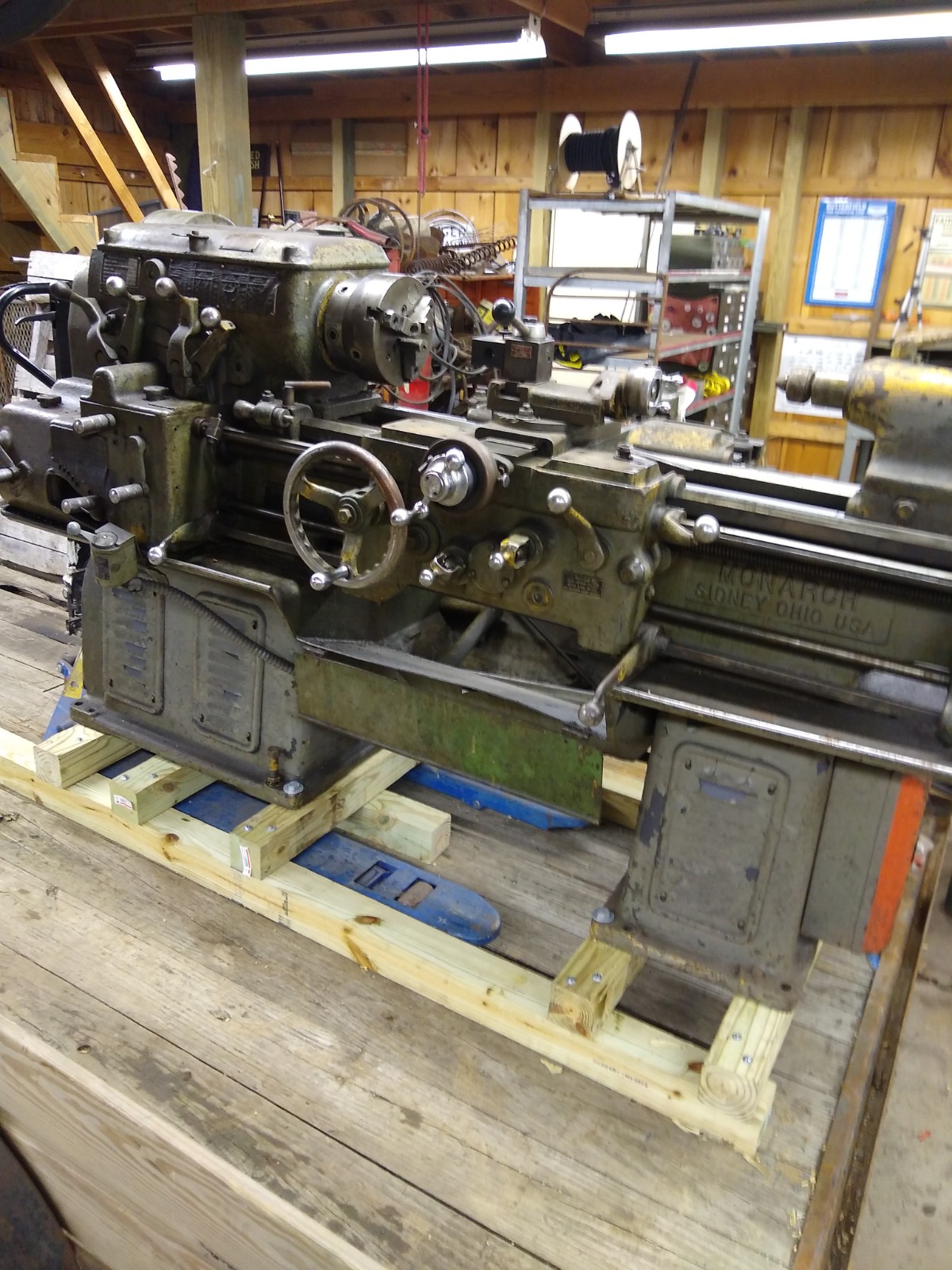
On Shop Floor
Further inspection, clean-up and wiring coming soon.